一种yt-xmt800型小馒头生产线
阅读说明:本技术 一种yt-xmt800型小馒头生产线 (YT-XMT800 type small steamed bun production line ) 是由 邹小林 于 2021-09-09 设计创作,主要内容包括:本发明提供一种YT-XMT800型小馒头生产线,包括成型机、和面机、梯步、滚圆机、前段震动筛、提升机、排列机、钢带隧道炉、后段震动筛和冷却线,所述成型机、和面机、梯步、滚圆机、前段震动筛、提升机、排列机、钢带隧道炉、后段震动筛和冷却线从右至左依次排列成直线,该YT-XMT800型小馒头生产线设计合理,整条生产线按生产工艺流程需求最为理想的直线布置,从和面到成型、滚圆、排列,再进入钢带隧道炉,烘烤、两道自动精选、冷却,每个环节都是完美衔接,排列有序,确保生产出来的产品均为大小统一、色泽均匀、口感极佳的合格品。(The invention provides a YT-XMT800 small steamed bun production line, which comprises a forming machine, a dough mixer, a ladder step, a rounding machine, a front-section vibrating screen, a lifter, an arranging machine, a steel belt tunnel furnace, a rear-section vibrating screen and a cooling line, wherein the forming machine, the dough mixer, the ladder step, the rounding machine, the front-section vibrating screen, the lifter, the arranging machine, the steel belt tunnel furnace, the rear-section vibrating screen and the cooling line are sequentially arranged into a straight line from right to left.)
技术领域
本发明属于食品生产技术领域,特别涉及一种YT-XMT800型小馒头生产线。
背景技术
小馒头为日常生活中常见的一种零食,小馒头的生产工艺需要多个步骤,一般采用生产线生产,生产线的合理与否和设备的选择及排序,决定着生产出来的小馒头的风味和质量,现有的生产线生产出来的小馒头,可能会出现大小不一和色泽不均匀的情况,从而造成小馒头的质量降低,从而造成口感的参差不齐,产品的合格率也因此降低,为此,本发明提出一种YT-XMT800型小馒头生产线。
发明内容
为了解决现有技术存在的问题,本发明提供了一种YT-XMT800型小馒头生产线,该YT-XMT800型小馒头生产线设计合理,整条生产线按生产工艺流程需求最为理想的直线布置,从和面到成型、滚圆、排列,再进入钢带隧道炉,烘烤、两道自动精选、冷却,每个环节都是完美衔接,排列有序,确保生产出来的产品均为大小统一、色泽均匀、口感极佳的合格品。
为了实现上述目的,本发明是通过如下的技术方案来实现:一种YT-XMT800型小馒头生产线,包括成型机、和面机、梯步、滚圆机、前段震动筛、提升机、排列机、钢带隧道炉、后段震动筛和冷却线,所述成型机、和面机、梯步、滚圆机、前段震动筛、提升机、排列机、钢带隧道炉、后段震动筛和冷却线从右至左依次排列成直线;
所述和面机采用碳钢板组合而成,整体外观采用不锈钢板冲压成型,料桶采用食品级不锈钢组焊而成,搅拌叶片采用双叶片设计,搅拌物料独立高效且方便清理,分高低速控制;
所述梯步采用不锈钢方管制作而成,平面采用花纹不锈钢防滑面;
所述成型机主架碳钢型材组焊而成,整体外观采用不锈钢板冲压成型,粉料桶采用食品级不锈钢组焊而成;
所述滚圆机主架采用不锈钢方管制作而成,整体外观采用不锈钢板冲压成型,滚圆桶采用食品级不锈钢组焊而成;
所述前段震动筛整体采用食品级不锈钢板材冲压成型,分上下层组装而成;
所述提升机主架采用不锈钢方管制作而成,皮带采用食品级PU材质,工作宽度为450mm;
所述排列机主架碳钢板材组装而成,整体外观采用不锈钢板冲压成型,接料斗采用食品级不锈钢组焊而成,排列模条采用国标熟铝精加工而成,模条上均匀的分布了排列孔,分上下对称两层,接料斗里存储了有产品时开启设备运行,产品自动进入上层模条孔里,随着设备的运行上层模条孔里的产品自动进入下层模条的孔里面,运行至钢带上方的时候上层模条自动错位打开,下层模条孔里面的产品自动放至钢带上,实现自动排列;
所述钢带隧道炉主架由碳钢型材组焊而成,整体外观采用不锈钢板冲压成型,保温材料选用一级硅酸铝保温棉,钢带规格1.2x800,由炉头、炉体和炉尾组成,加热采用电加热模式,自动控温,节能高效,所述炉头传动辊轮采用弹簧式可调装置,有效保护钢带的张紧与松弛度,避免了调节时过紧或过松而影响生产效率,所述炉尾主动辊轮装有变频调速,钢带上方装有强力冷风机,有效帮助产品和钢带散热,提高生产效率,并且设置有手动传动机构,便于紧急停电时操作,所述炉体分为4个区域,分区控温、独立操作,一区为预热区,温度可调范围0-150℃,二区为蒸发区,温度可调范围0-260℃,三区为成型区,温度可调范围0-280℃,四区为上色区,温度可调范围0-180℃,加热总功率为402kw,所述炉体内分段安装有可调节钢带托轮,炉底部安装有钢带支撑滚轮,每个区域分别有观察窗口,生产过程中成型、上色一目了然,钢带两侧分别安装有防止钢带走偏机构,并且设置有报警装置;
所述后段震动筛整体采用食品级不锈钢板材冲压成型,分上下层组装而成;
所述冷却线整体采用不锈钢板材冲压成型,输送采用食品级不锈钢网带,宽度为380。
作为本发明的一种优选实施方式,所述和面机的外形尺寸1425x492x1500mm,数量为两台,单台功率2.2kw,电压380v,双速马达,分高低速,独立电箱控制、变频调速,设备运行全程监控,所述梯步的外形尺寸为2225x500x790mm,数量为两台。
作为本发明的一种优选实施方式,所述成型机的外形尺寸为2500x920x2340mm,功率3kw,电压380v,电机均配有变频调速,压面分为三级辊压,可独立调节压面厚度,压面工作宽度为300MM,一级压面输送皮带采用食品级PU材质,分切机构与辊压机构均配有撒粉装置,独立电箱控制、变频调速,切面分为竖切和横切,完成颗粒状的分切,设备运行全程监控。
作为本发明的一种优选实施方式,所述滚圆机的外形尺寸为3020x915x1430mm,数量为两台,单台功率0.75kw,电压380v,配有变频调速,将成型机分切的方块面团颗粒滚成圆球形状,由成型机操作面板控制。
作为本发明的一种优选实施方式,所述前段震动筛的外形尺寸1350x720x750mm,功率0.08kw,电压380v,由成型机操作面板控制,设备启动后通过震动把不合格品从上层过滤出来,合格品经过下层筛选出来。
作为本发明的一种优选实施方式,所述提升机的外形尺寸为3550x600x2670mm,功率0.75kw,电压380v,由排列机上的开关控制,启动后把筛选出来的合格品提升上去。
作为本发明的一种优选实施方式,所述排列机的外形尺寸为1700x1630x1420mm,功率0.75kw,电压380v,由旋钮开关控制,变频调速,安装在钢带炉体的前端上方,运行速度需与钢带的运行速度同步。
作为本发明的一种优选实施方式,所述钢带隧道炉的外形尺寸为34000x1540x1670mm。
作为本发明的一种优选实施方式,所述后段震动筛的外形尺寸为1350x720x750mm,功率0.08kw,电压380v,设备启动后通过震动把不合格品从上层过滤出来,合格品经过下层筛选出来,由四区操作面板控制。
作为本发明的一种优选实施方式,所述冷却线的外形尺寸为10000x500x1000mm,功率0.75kw,电压380v,速度7米/min,独立按钮控制,启动后将后段震动筛精选出来的合格品输送进入包装车间,自然达到冷却效果。
本发明的有益效果:本发明的一种YT-XMT800型小馒头生产线,包括成型机、和面机、梯步、滚圆机、前段震动筛、提升机、排列机、钢带隧道炉、后段震动筛、冷却线、炉头、炉体和炉尾。
1、此YT-XMT800型小馒头生产线的整条生产线按生产工艺流程需求最为理想的直线布置,从和面到成型、滚圆、排列,再进入钢带隧道炉,烘烤、两道自动精选、冷却,每个环节都是完美衔接,排列有序,确保生产出来的产品均为大小统一、色泽均匀、口感极佳的合格品。
2、此YT-XMT800型小馒头生产线的控制方面结合生产工艺流程需求采用分段式控制,速度均采用变频调速、结合产能灵活调节设备运行速度;按钮式控制面板,启动、运行、停止随意切换,操作简单;炉体温度分区控制,大面板温度显示区、根据产品湿度不同来调节每个区域的温度高低,保证生产的精确性。
3、此YT-XMT800型小馒头生产线的整体外观全部采用不锈钢冲压成型,棱角分明无死角,卫生清理省时省力,与食品直接接触的地方均采用食品级材质,严格按照食品级要求选材、加工、制造而成,保证食品生产的安全性。
附图说明
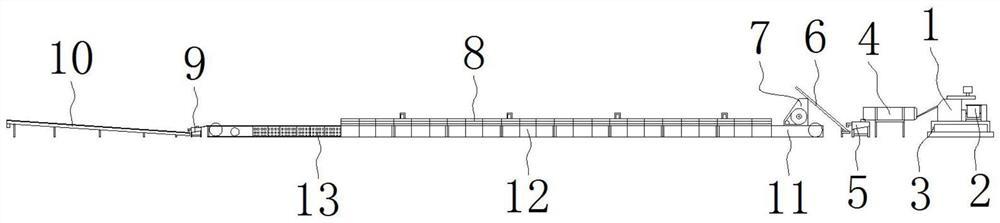
图1为一种YT-XMT800型小馒头生产线的结构示意图
图2为一种YT-XMT800型小馒头生产线的俯视图;
图中:1、成型机;2、和面机;3、梯步;4、滚圆机;5、前段震动筛;6、提升机;7、排列机;8、钢带隧道炉;9、后段震动筛;10、冷却线;11、炉头;12、炉体;13、炉尾。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
请参阅图1至图2,本发明提供一种技术方案:一种YT-XMT800型小馒头生产线,包括成型机1、和面机2、梯步3、滚圆机4、前段震动筛5、提升机6、排列机7、钢带隧道炉8、后段震动筛9和冷却线10,所述成型机1、和面机2、梯步3、滚圆机4、前段震动筛5、提升机6、排列机7、钢带隧道炉8、后段震动筛9和冷却线10从右至左依次排列成直线;
所述和面机2采用碳钢板组合而成,整体外观采用不锈钢板冲压成型,料桶采用食品级不锈钢组焊而成,搅拌叶片采用双叶片设计,搅拌物料独立高效且方便清理,分高低速控制;
所述梯步3采用不锈钢方管制作而成,平面采用花纹不锈钢防滑面;
所述成型机1主架碳钢型材组焊而成,整体外观采用不锈钢板冲压成型,粉料桶采用食品级不锈钢组焊而成;
所述滚圆机4主架采用不锈钢方管制作而成,整体外观采用不锈钢板冲压成型,滚圆桶采用食品级不锈钢组焊而成;
所述前段震动筛5整体采用食品级不锈钢板材冲压成型,分上下层组装而成;
所述提升机6主架采用不锈钢方管制作而成,皮带采用食品级PU材质,工作宽度为450mm;
所述排列机7主架碳钢板材组装而成,整体外观采用不锈钢板冲压成型,接料斗采用食品级不锈钢组焊而成,排列模条采用国标熟铝精加工而成,模条上均匀的分布了排列孔,分上下对称两层,接料斗里存储了有产品时开启设备运行,产品自动进入上层模条孔里,随着设备的运行上层模条孔里的产品自动进入下层模条的孔里面,运行至钢带上方的时候上层模条自动错位打开,下层模条孔里面的产品自动放至钢带上,实现自动排列;
所述钢带隧道炉8主架由碳钢型材组焊而成,整体外观采用不锈钢板冲压成型,保温材料选用一级硅酸铝保温棉,钢带规格1.2x800,由炉头11、炉体12和炉尾13组成,加热采用电加热模式,自动控温,节能高效,所述炉头11传动辊轮采用弹簧式可调装置,有效保护钢带的张紧与松弛度,避免了调节时过紧或过松而影响生产效率,所述炉尾13主动辊轮装有变频调速,钢带上方装有强力冷风机,有效帮助产品和钢带散热,提高生产效率,并且设置有手动传动机构,便于紧急停电时操作,所述炉体12分为4个区域,分区控温、独立操作,一区为预热区,温度可调范围0-150℃,二区为蒸发区,温度可调范围0-260℃,三区为成型区,温度可调范围0-280℃,四区为上色区,温度可调范围0-180℃,加热总功率为402kw,所述炉体12内分段安装有可调节钢带托轮,炉底部安装有钢带支撑滚轮,每个区域分别有观察窗口,生产过程中成型、上色一目了然,钢带两侧分别安装有防止钢带走偏机构,并且设置有报警装置;
所述后段震动筛9整体采用食品级不锈钢板材冲压成型,分上下层组装而成;
所述冷却线10整体采用不锈钢板材冲压成型,输送采用食品级不锈钢网带,宽度为380。
作为本发明的一种优选实施方式,所述和面机2的外形尺寸1425x492x1500mm,数量为两台,单台功率2.2kw,电压380v,双速马达,分高低速,独立电箱控制、变频调速,设备运行全程监控,所述梯步3的外形尺寸为2225x500x790mm,数量为两台。
作为本发明的一种优选实施方式,所述成型机1的外形尺寸为2500x920x2340mm,功率3kw,电压380v,电机均配有变频调速,压面分为三级辊压,可独立调节压面厚度,压面工作宽度为300MM,一级压面输送皮带采用食品级PU材质,分切机构与辊压机构均配有撒粉装置,独立电箱控制、变频调速,切面分为竖切和横切,完成颗粒状的分切,设备运行全程监控。
作为本发明的一种优选实施方式,所述滚圆机4的外形尺寸为3020x915x1430mm,数量为两台,单台功率0.75kw,电压380v,配有变频调速,将成型机1分切的方块面团颗粒滚成圆球形状,由成型机1操作面板控制。
作为本发明的一种优选实施方式,所述前段震动筛5的外形尺寸1350x720x750mm,功率0.08kw,电压380v,由成型机1操作面板控制,设备启动后通过震动把不合格品从上层过滤出来,合格品经过下层筛选出来。
作为本发明的一种优选实施方式,所述提升机6的外形尺寸为3550x600x2670mm,功率0.75kw,电压380v,由排列机7上的开关控制,启动后把筛选出来的合格品提升上去。
作为本发明的一种优选实施方式,所述排列机7的外形尺寸为1700x1630x1420mm,功率0.75kw,电压380v,由旋钮开关控制,变频调速,安装在钢带炉体的前端上方,运行速度需与钢带的运行速度同步。
作为本发明的一种优选实施方式,所述钢带隧道炉8的外形尺寸为34000x1540x1670mm。
作为本发明的一种优选实施方式,所述后段震动筛9的外形尺寸为1350x720x750mm,功率0.08kw,电压380v,设备启动后通过震动把不合格品从上层过滤出来,合格品经过下层筛选出来,由四区操作面板控制。
作为本发明的一种优选实施方式,所述冷却线10的外形尺寸为10000x500x1000mm,功率0.75kw,电压380v,速度7米/min,独立按钮控制,启动后将后段震动筛9精选出来的合格品输送进入包装车间,自然达到冷却效果。
作为本发明的一种优选实施方式,在使用时,和面机2分高低两档调速,根据实际和面需求供操作人员切换,先将配好的物料放入和面桶内,加入搅拌好的蛋液,盖好盖板,低速启动和面机待物料搅拌均匀后再切换为高速挡,待面团和好之后关闭和面机2,将和面桶内面团取出;成型机1需要人工将和面机2桶内的面团放在一级压面的输送皮带上,启动压面开关1,一级压面辊随着转动把输送皮带上的面团压成需要的厚度,一级压面辊上方装有粉斗,以防止面团粘滚轮,输送带前端设计有自动撒粉,以防止面团粘皮带,启动压面开关2、3,分别对面皮进行二次和三次滚压,压辊调至压出的面皮达到需要的厚度为佳,启动切刀开关,竖切刀把面皮切成条形,横切刀把条形面条切成四方形颗粒状,分切颗粒大小要通过变频调节切刀快慢进行调节,分切上方设计有撒粉装置,有利于横竖切刀进行分切;滚圆机4由成型机1操作人员在成型机1操作面板上控制操作,待成型机1分切的颗粒面块进入滚圆桶时启动滚圆开关1、滚圆开关2,通过变频调节好滚圆桶速度,进入滚圆桶内的方块面块通过滚圆桶的转动,逐渐的把方块形的面块滚成圆球形;前段震动筛5由成型机1操作人员在成型机1面板操作控制,启动震筛开关后通过震动把不合格品从上层过滤出来,合格品经过下层筛选出来进入提升机6;提升机6由排列机7的操作人员控制操作,启动后提升机6把筛选出来的合格品提升上去进入排列机7接料斗里;钢带隧道炉8操作员在四区控制面板打开电源开关,打开变频信号开关调节好钢带速度,让钢带转动一周,启动上加温和下加温并调节好上限,以次调节好三区、二区、一区的温度设置,等温度升到所需的值就可以进入产品准生产了;后段震动筛9由四区操作人员在四区面板操作控制,启动震筛开关后通过震动把不合格品从上层过滤出来,合格品经过下层筛选出来进入冷却线10;冷却线10由独立按钮控制,启动后将后段震动筛9精选出来的合格品输送进入包装车间,自然达到冷却效果;整条生产线按生产工艺流程需求最为理想的直线布置,从和面到成型、滚圆、排列,再进入钢带隧道炉,烘烤、两道自动精选、冷却,每个环节都是完美衔接,排列有序,确保生产出来的产品均为大小统一、色泽均匀、口感极佳的合格品,控制方面结合生产工艺流程需求采用分段式控制,速度均采用变频调速、结合产能灵活调节设备运行速度;按钮式控制面板,启动、运行、停止随意切换,操作简单;炉体温度分区控制,大面板温度显示区、根据产品湿度不同来调节每个区域的温度高低,保证生产的精确性,整体外观全部采用不锈钢冲压成型,棱角分明无死角,卫生清理省时省力,与食品直接接触的地方均采用食品级材质,严格按照食品级要求选材、加工、制造而成,保证食品生产的安全性。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种挂面上架机构与晾晒架一体化装置