一种医用注射器针头装配设备
阅读说明:本技术 一种医用注射器针头装配设备 (Medical syringe needle head assembling equipment ) 是由 袁由军 蔡晓盛 陈芒芒 于 2021-07-01 设计创作,主要内容包括:本发明公开了一种医用注射器针头装配设备,包括分度盘,其上分布有若干工位,分度盘通过电机驱动旋转,所述分度盘上分布有载具,工位包括第一工位至第八工位,在第一工位,将预制部分配件的注射器针头的针头连接器输送至载具;在第二工位,将针管插装至针头连接器的内孔;在第三工位,对针头连接器和针管的连接处进行点胶处理;在第四工位,对胶水进行固化处理;在第五工位,对针管进行校直处理;在第六工位,对装配完成的注射器针头进行监测;在第七工位,将不合格的注射器针头进行夹持并输送至废料箱;在第八工位,将合格的注射器针头进行夹持并输送至成品箱;本发明自动化程度高,具有装配、点胶、烘干、监测及筛选等功能,具有市场前景。(The invention discloses a medical syringe needle assembling device which comprises an index plate, wherein a plurality of stations are distributed on the index plate, the index plate is driven to rotate by a motor, carriers are distributed on the index plate, the stations comprise a first station to an eighth station, and a needle connector of a syringe needle of a prefabricated part accessory is conveyed to the carriers at the first station; at a second station, inserting the needle tube into an inner hole of the needle head connector; at the third station, the joint of the needle connector and the needle tube is subjected to dispensing treatment; curing the glue at a fourth station; straightening the needle tube at a fifth station; monitoring the assembled syringe needle at a sixth station; clamping the unqualified syringe needle and conveying the unqualified syringe needle to a waste bin at a seventh station; at an eighth station, clamping the qualified syringe needles and conveying the syringe needles to a finished product box; the automatic glue dispensing device is high in automation degree, has the functions of assembling, glue dispensing, drying, monitoring, screening and the like, and has market prospect.)
技术领域
本发明涉及注射器生产设备
技术领域
,尤其涉及一种医用注射器针头装配设备。背景技术
注射器包括针筒、活塞杆以及注射器针头,注射器针头包括针头连接器和针管,现在市面上急需一种注射器针头装配设备,将针管插装于针头连接器内孔,而后需要经过点胶、烘干、对针管进行校直处理、产品监测等多道工序。
发明内容
本发明的目的是为了克服现有技术存在的缺点和不足,而提供一种医用注射器针头装配设备。
为实现上述目的,本发明提供了如下技术方案:一种医用注射器针头装配设备,包括分度盘,其上分布有若干工位,分度盘通过电机驱动旋转,所述分度盘上分布有载具,载具包括支撑板,在支撑板顶部开设有两个供针头连接器放置的安装槽,在支撑板的两侧分别设置有第一侧立板、第二侧立板,所述第一侧立板和第二侧立板相对设置且两者之间通过贯穿支撑板的滑动柱连接,滑动柱的两端凸出支撑板设置,所述第一侧立板位于支撑板内侧且第一侧立板朝向安装槽一侧对应设置有抵接块,所述支撑板上开设有与安装槽连通供抵接块滑移的移动槽,所述第二侧立板位于支撑板外侧且第二侧立板朝向支撑板一侧设置有压缩弹簧;工位包括第一工位至第八工位,在第一工位,将预制部分配件的注射器针头的针头连接器输送至载具;在第二工位,将针管插装至针头连接器的内孔;在第三工位,对针头连接器和针管的连接处进行点胶处理;在第四工位,对胶水进行固化处理;在第五工位,对针管进行校直处理;在第六工位,对装配完成的注射器针头进行监测;在第七工位,将不合格的注射器针头进行夹持并输送至废料箱;在第八工位,将合格的注射器针头进行夹持并输送至成品箱。
作为本发明的一种优选技术方案,在第一工位,具有输送针头连接器的振动盘,在振动盘的输出端设置有输送座,在输送座上开设有两个供针头连接器输出的出料通道,所述输送座后方设置驱动针头连接器沿出料通道输出的第一推料气缸;在输送座一侧设置有第一上料机械手组件,所述第一上料机械手组件包括第一滑动座、第一滑动座驱动气缸、第一上料固定支架、第一旋转电机、第一夹爪、第一夹爪安装板及第一夹爪驱动气缸,所述第一上料固定支架滑动安装于第一滑动座,所述第一滑动座驱动气缸安装于第一滑动座并驱动第一上料固定支架向分度盘方向运动,所述第一旋转电机安装于第一上料固定支架顶部且第一旋转电机的输出端固定连接有第一夹爪安装板,所述第一夹爪驱动气缸安装于第一夹爪安装板并驱动夹爪开合,当第一夹爪对针头连接器夹持后,第一旋转电机驱动第一夹爪安装板90°旋转并插装至载具上。
作为本发明的一种优选技术方案,在第二工位,其上方设置有第二送料轨道,在第二送料轨道内设置有传送带,传送带通过电机驱动,所述传送带上等距分布有多个用于对针管进行固定的第二夹块,所述第二送料轨道上方设置有第二送料漏斗,第二送料漏斗底部设置有第二挡料板,第二挡料板的一侧设置有驱动其移动的第二挡料气缸,以此对针管进行逐个输出使其进入第二夹块内;所述第二送料轨道接近分度盘的一侧设置有第二上料机械手组件及第二装配机械手组件,所述第二上料机械手组件包括第二上料滑台、第二上料输送座、第二上料驱动气缸、第二上料旋转电机、第二上料安装板、第二上料夹爪及第二上料夹爪气缸,所述第二上料输送座滑动安装于第二上料滑台,所述第二上料驱动气缸安装于第二上料输送座并驱动第二上料输送座在第二上料滑台上往复运动,所述第二上料旋转电机安装于第二上料输送座且第二上料旋转电机的输出端固定连接有第二上料安装板,所述第二上料夹爪气缸安装于第二上料安装板并驱动第二上料夹爪开合,当第二上料夹爪对针管夹持后,通过第二上料旋转电机驱动夹爪安装板90°旋转并输送至第二装配机械手组件位置;所述第二装配机械手组件包括第二装配支架、第二装配滑座、第二装配升降气缸、第二装配旋转电机、第二装配夹爪及第二装配夹爪驱动气缸,所述第二装配滑座滑动安装于第二装配支架并通过气缸驱动其滑动,所述第二装配升降气缸安装于第二装配滑座,所述第二装配夹爪驱动气缸安装于第二装配升降气缸并驱动第二装配夹爪开合,所述第二装配夹爪下方设置有放置凸台,当分度盘将针头连接器旋转至第二装配机械手组件时,夹取载具上的针头连接器并输送至放置凸台上,所述第二装配机械手组件夹取第二上料机械手组件上的针管将其装配至针头连接器的内孔。
作为本发明的一种优选技术方案,在第三工位,具有点胶装置,所述点胶装置包括第三安装支架、第三移动臂、第三从动臂、第三驱动气缸、第三连接轴,所述第三驱动气缸安装于第三安装支架并驱动第三移动臂沿垂直方向做往复运动,在第三移动臂两侧设置有槽口,所述第三从动臂分别插装于第三移动臂的两侧,所述第三连接轴设置有两个且位于两个第三从动臂之间,各所述第三连接轴上均设置有2个点胶器。
作为本发明的一种优选技术方案,在第四工位,具有第四烘干支架,在第四烘干支架上设置有烘干室,所述第四烘干支架上设置有驱动烘干室沿垂直方向做往复运动的第四烘干室驱动气缸,所述烘干室内壁设置有紫外线照明灯。
作为本发明的一种优选技术方案,在第五工位,具有第五校直机组,用于对针头进行校正。
作为本发明的一种优选技术方案,在第六工位,具有CCD工业摄像机构,以此检测针管正反面或工件缺陷并将数据传输至控制器,所述CCD工业摄像机构包括第六摄像支架,所述第六摄像支架上设置有摄像器及LED光源,所述LED光源为开口向上的V形件。
作为本发明的一种优选技术方案,在第七工位,具有第七机械臂,用于将在第六工位监测结果不合格的产品取下至废料箱。
作为本发明的一种优选技术方案,在第八工位,具有第八机械臂,用于将合格产品取下至成品箱。
本发明的有益效果如下:通过设置8个工位进行分工,在第一工位,将预制部分配件的注射器针头的针头连接器输送至载具;在第二工位,将针管插装至针头连接器的内孔;在第三工位,对针头连接器和针管的连接处进行点胶处理;在第四工位,对胶水进行固化处理;在第五工位,对针管进行校直处理;在第六工位,对装配完成的注射器针头进行监测;在第七工位,将不合格的注射器针头进行夹持并输送至废料箱;在第八工位,将合格的注射器针头进行夹持并输送至成品箱;本发明结构简单,自动化程度高,全程无需人工操作,具有装配、点胶、烘干、监测及筛选等功能,市场前景高。
附图说明
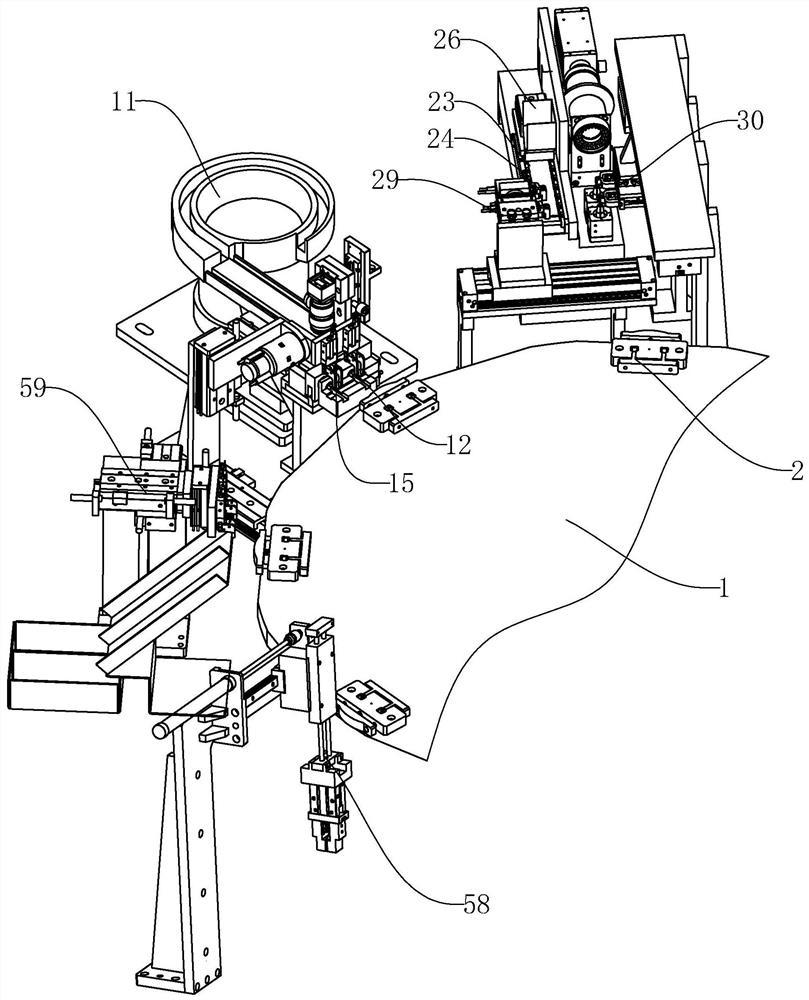
图1是本发明整机的左侧部结构示意图;
图2是本发明整机的右侧部结构示意图;
图3是本发明的第一上料机械手组件的立体图;
图4是本发明的第二上料机械手组件和第二装配机械手组件的立体图;
图5是本发明的点胶装置立体图;
图6是本发明的CCD工业摄像机构的立体图;
图7是图4局部A的放大图;
图8是本发明的载具结构示意图。
附图标记:1、分度盘;2、载具;3、支撑板;4、安装槽;5、第一侧立板;6、第二侧立板;7、滑动柱;8、抵接块;9、移动槽;10、压缩弹簧;11、振动盘;12、输送座;13、出料通道;14、第一推料气缸;15、第一上料机械手组件;16、第一滑动座;17、第一滑动座驱动气缸;18、第一上料固定支架;19、第一旋转电机;20、第一夹爪;21、第一夹爪安装板;22、第一夹爪驱动气缸;23、第二送料轨道;24、传送带;25、第二夹块;26、第二送料漏斗;27、第二挡料板;28、第二挡料气缸;29、第二上料机械手组件;30、第二上料滑台;31、第二上料输送座;32、第二上料驱动气缸;33、第二上料旋转电机;34、第二上料安装板;35、第二上料夹爪;36、第二上料夹爪气缸;37、第二装配机械手组件;38、第二装配支架;39、第二装配滑座;40、第二装配升降气缸;41、第二装配旋转电机;42、第二装配夹爪;43、第二装配夹爪驱动气缸;44、点胶装置;45、第三安装支架;46、第三移动臂;47、第三从动臂;48、第三驱动气缸;49、第三连接轴;50、点胶器;51、第四烘干支架;52、烘干室;53、第四烘干室驱动气缸;54、第五校直机组;55、CCD工业摄像机构;56、第六摄像支架;57、LED光源;58、第七机械臂;59、第八机械臂;60、摄像器;61、放置凸台。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例和附图,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。
下面结合附图描述本发明的具体实施例。
如图1至8所示的一种医用注射器针头装配设备,包括分度盘1,其上分布有若干工位,分度盘1通过电机驱动旋转,所述分度盘1上分布有载具2,载具2包括支撑板3,在支撑板3顶部开设有两个供针头连接器放置的安装槽4,在支撑板3的两侧分别设置有第一侧立板5、第二侧立板6,所述第一侧立板5和第二侧立板6相对设置且两者之间通过贯穿支撑板3的滑动柱7连接,滑动柱7的两端凸出支撑板3设置,所述第一侧立板5位于支撑板3内侧且第一侧立板5朝向安装槽4一侧对应设置有抵接块8,所述支撑板3上开设有与安装槽4连通供抵接块8滑移的移动槽9,所述第二侧立板6位于支撑板3外侧且第二侧立板6朝向支撑板3一侧设置有压缩弹簧10;工位包括第一工位至第八工位,在第一工位,将预制部分配件的注射器针头的针头连接器输送至载具2;在第二工位,将针管插装至针头连接器的内孔;在第三工位,对针头连接器和针管的连接处进行点胶处理;在第四工位,对胶水进行固化处理;在第五工位,对针管进行校直处理;在第六工位,对装配完成的注射器针头进行监测;在第七工位,将不合格的注射器针头进行夹持并输送至废料箱;在第八工位,将合格的注射器针头进行夹持并输送至成品箱。
在第一工位,具有输送针头连接器的振动盘11,在振动盘11的输出端设置有输送座12,在输送座12上开设有两个供针头连接器输出的出料通道13,所述输送座12后方设置驱动针头连接器沿出料通道13输出的第一推料气缸14;在输送座12一侧设置有第一上料机械手组件15,所述第一上料机械手组件15包括第一滑动座16、第一滑动座驱动气缸17、第一上料固定支架18、第一旋转电机19、第一夹爪20、第一夹爪安装板21及第一夹爪驱动气缸22,所述第一上料固定支架18滑动安装于第一滑动座16,所述第一滑动座驱动气缸17安装于第一滑动座16并驱动第一上料固定支架18向分度盘1方向运动,所述第一旋转电机19安装于第一上料固定支架18顶部且第一旋转电机19的输出端固定连接有第一夹爪安装板21,所述第一夹爪驱动气缸22安装于第一夹爪安装板21并驱动第一夹爪20开合,当第一夹爪20对针头连接器夹持后,第一旋转电机19驱动第一夹爪安装板21进行90°旋转并插装至分度盘1的载具2上。
在第二工位,其上方设置有第二送料轨道23,在第二送料轨道23内设置有传送带24,传送带24通过电机驱动,所述传送带24上等距分布有多个用于对针管进行固定的第二夹块25,所述第二送料轨道23上方设置有第二送料漏斗26,第二送料漏斗26底部设置有第二挡料板27,第二挡料板27的一侧设置有驱动其移动的第二挡料气缸28,以此对针管进行逐个输出使其进入第二夹块25内;所述第二送料轨道23接近分度盘1的一侧设置有第二上料机械手组件29及第二装配机械手组件37,所述第二上料机械手组件29包括第二上料滑台30、第二上料输送座31、第二上料驱动气缸32、第二上料旋转电机33、第二上料安装板34、第二上料夹爪35及第二上料夹爪气缸36,所述第二上料输送座31滑动安装于第二上料滑台30,所述第二上料驱动气缸32安装于第二上料输送座31并驱动第二上料输送座31在第二上料滑台30上往复运动,所述第二上料旋转电机33安装于第二上料输送座31且第二上料旋转电机33的输出端固定连接有第二上料安装板34,所述第二上料夹爪35气缸安装于第二上料安装板34底部并驱动第二上料夹爪35开合,当第二上料夹爪35对针管夹持后,通过第二上料旋转电机33驱动夹爪安装板90°旋转并输送至第二装配机械手组件37位置;所述第二装配机械手组件37包括第二装配支架38、第二装配滑座39、第二装配升降气缸40、第二装配旋转电机41、第二装配夹爪42及第二装配夹爪驱动气缸43,所述第二装配滑座39滑动安装于第二装配支架38并通过气缸驱动其滑动,所述第二装配升降气缸40安装于第二装配滑座39,所述第二装配夹爪驱动气缸43安装于第二装配升降气缸40并驱动第二装配夹爪42开合,所述第二装配夹爪42下方设置有放置凸台61,当分度盘1将针头连接器旋转至第二装配机械手组件37时,夹取载具2上的针头连接器并输送至放置凸台61上,所述第二装配机械手组件37夹取第二上料机械手组件29上的针管将其装配至针头连接器的内孔。
在第三工位,具有点胶装置44,所述点胶装置44包括第三安装支架45、第三移动臂46、第三从动臂47、第三驱动气缸48、第三连接轴49,所述第三驱动气缸48安装于第三安装支架45并驱动第三移动臂46沿垂直方向做往复运动,在第三移动臂46两侧设置有槽口,所述第三从动臂47分别插装于第三移动臂46的两侧,所述第三连接轴49设置有两个且位于两个第三从动臂47之间,各所述第三连接轴49上均设置有2个点胶器50。
在第四工位,具有第四烘干支架51,在第四烘干支架51上设置有烘干室52,所述第四烘干支架51上设置有驱动烘干室52沿垂直方向做往复运动的第四烘干室驱动气缸53,所述烘干室52内壁设置有紫外线照明灯。
在第五工位,具有第五校直机组54,用于对针头进行校正,保证针头的垂直度。
在第六工位,具有CCD工业摄像机构55,以此检测针管正反面是否装配错误或工件缺陷并将数据传输至控制器,所述CCD工业摄像机构55包括第六摄像支架56,所述第六摄像支架56上设置有摄像器60及LED光源57,所述LED光源57为开口向上的V形件。
在第七工位,具有第七机械臂58,用于将在第六工位监测结果显示不合格的产品取下至废料箱。
在第八工位,具有第八机械臂59,用于将合格产品取下至成品箱。
通过设置8个工位进行分工,在第一工位,将预制部分配件的注射器针头的针头连接器输送至载具2;在第二工位,将针管插装至针头连接器的内孔;在第三工位,对针头连接器和针管的连接处进行点胶处理;在第四工位,对胶水进行固化处理;在第五工位,对针管进行校直处理;在第六工位,对装配完成的注射器针头进行监测;在第七工位,将不合格的注射器针头进行夹持并输送至废料箱;在第八工位,将合格的注射器针头进行夹持并输送至成品箱,自动化程度高,具有装配、点胶、烘干、监测及筛选等功能,市场前景高。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之 “上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
- 上一篇:没有了
- 下一篇:适于航空发动机单元体的多工位装配平台控制方法