一种提升抗弯曲强度的废纸再造瓦楞芯纸的生产工艺
阅读说明:本技术 一种提升抗弯曲强度的废纸再造瓦楞芯纸的生产工艺 (Production process of waste paper reconstituted corrugated medium paper with improved bending strength ) 是由 刘伟锋 易荣宗 赖耀康 李夏林 于 2021-07-12 设计创作,主要内容包括:本发明公开了一种提升抗弯曲强度的废纸再造瓦楞芯纸的生产工艺,本发明在碎浆步骤之前增加了碎板步骤,以多向撕裂方式将纸堆物理破拆成多个碎板,工艺简单,碎浆和磨浆过程中废旧瓦楞纸箱/板中的长纤维的综合折断率小于15%,大幅度降低纤维折断率,回收得到的纤维质量高,这使得最终生产得到的瓦楞纸芯纸或瓦楞纸纸的结构强度和韧性。(The invention discloses a production process of waste paper reconstruction corrugated core paper for improving bending strength, which adds a board crushing step before the pulping step, physically crushes and splits a paper stack into a plurality of crushed boards in a multidirectional tearing mode, has simple process, reduces the comprehensive breaking rate of long fibers in waste corrugated paper boxes/boards by less than 15 percent in the pulping and pulp grinding processes, greatly reduces the breaking rate of the fibers, and ensures that the recycled fibers have high quality, thereby ensuring the structural strength and toughness of the finally produced corrugated paper core paper or corrugated paper.)
技术领域
本发明涉及废旧瓦楞纸箱/板造纸工艺技术领域,尤其是涉及一种提升抗弯曲强度的废纸再造瓦楞芯纸的生产工艺。
背景技术
使用废旧瓦楞纸箱/板再造瓦楞芯纸中的制浆生产线包括多种设备,包括碎浆设备、多种除杂设备、多重无损磨浆机和各种用于投入添加剂或辅料的辅助设备,目前,碎浆过程中是直接将废纸整片投入至碎浆桶中,浸泡一段时间后,再启动碎浆搅拌器搅拌碎浆,一般碎浆时间需要4-10小时,碎浆时间非常长,在碎浆过程中浆料中的纤维的折断率非常高,纤维内外的损伤都非常严重,回收得到的纤维质量较差,致命最终生产得到的瓦楞纸芯纸或瓦楞纸纸的结构强度和韧性都比较差,因此有必要予以改进。
发明内容
针对现有技术存在的不足,本发明的目的是提供一种提升抗弯曲强度的废纸再造瓦楞芯纸的生产工艺,回收纤维质量高,提升最终生产得到的瓦楞纸芯纸或瓦楞纸纸的结构强度和韧性。
为了实现上述目的,本发明所采用的技术方案是:一种提升抗弯曲强度的废纸再造瓦楞芯纸的生产工艺,包括以下步骤,
碎板步骤,使用碎板设备进行碎板处理,循环执行以下子步骤,
送料子步骤,通过由多个间隔设置的送料辊组成的辊式输送机构将整片的废旧瓦楞纸箱/板送入至停止在第一工位的纸箱撕裂平台,连续将废旧瓦楞纸箱/板输送至纸箱撕裂平台处,在纸箱撕裂平台上堆叠成一纸堆,废旧瓦楞纸箱/板包括整片的废旧瓦楞纸箱或者由废旧瓦楞纸箱拆开后得到的整片的废旧瓦楞纸板,
压料子步骤,将纸箱撕裂平台安装在自压式气压缸的伸缩柱的顶部,气压缸具有活塞片、密封设置在有活塞片的上方的上气压室和密封设置在有活塞片的下方的下气压室,密封连通上气压室的上进气口,密封连通下气压的下进气口,使下气压室的气压大于上气压室的气压,使伸缩柱在初始状态下处于伸出状态,通过伸缩柱的支撑将纸箱撕裂平台停止在第一工位,在纸堆达到设定高度后停止送料子步骤,通过安装在纸箱撕裂平台的上方的多个间隔设置的液压推杆分别向下推压纸堆,使纸箱撕裂平台从第一工位向下移动至第二工位,通过下气压室内的气压提供一向上的柔性的反冲压力,并通过液压推杆向下压缩纸堆,将纸堆压紧在纸箱撕裂平台上方,
夹纸子步骤,在处于第二工位的纸箱撕裂平台的外缘沿圆周方向间隔设置有多个液压撕裂装置,每一个液压撕裂装置包括液压缸和安装在液压缸的拉杆的外端部的液压撕纸钳,各液压撕裂装置的拉杆分别沿不同的径向方向伸缩移动,通过拉杆分别带动各相应的液压撕纸钳朝向纸箱撕裂平台的中心部移动,再控制各液压撕纸钳分别夹住纸堆的四周,
撕裂子步骤,先控制液压推杆向上移动复位,纸箱撕裂平台在下气压室的压力作用下向上抵顶纸堆,再通过拉杆带动各相应的液压撕纸钳分别沿不同和径向方向朝向外侧移动,以多向撕裂方式将纸堆物理破拆成多个碎板,通过物理撕裂方式将废旧瓦楞纸箱/板撕裂成面积更小的碎板,再控制液压撕纸钳复位并释放碎板,最后控液压撕纸钳后退复位,使碎板向下掉落,
推料子步骤,通过设置在处于第一工位的纸箱撕裂平台的一侧的推料板将残留在纸箱撕裂平台上的碎板朝向一侧推送,使碎板向下掉落,
送料子步骤,在撕裂子步骤撕裂和推料子步骤中产生的碎板向下掉落至安装在纸箱撕裂平台的下方的输送带,通过输送带将碎板输送至碎浆桶上方,使碎板从输送带的末端向下自由掉落并落入至碎浆桶内;
碎浆步骤,先向碎浆桶内注入清水,在停止注水后先通过安装在碎浆桶内的搅拌器低速搅拌,在低速搅拌的过程中搅拌器的转速控制在100-200转/分钟,低速搅拌的时间控制在0.5-1小时,通过低速搅拌和浸泡使碎板完全浸湿,使碎板的含水率达到60%以上,再控制搅拌器高速搅拌,进行碎浆处理,在碎浆处理过程中制搅拌器的转速控制在1000-2000转/分钟,在完成碎浆处理后经由设置中碎浆桶的下部排浆口排出浆料,得到造纸原浆;
水力除杂步骤,将造纸原浆泵送至水力除杂车间进行水力除杂处理;
洗涤步骤,经过水力除杂处理后的造纸原浆泵送至洗浆池进行洗涤处理;
除渣步骤,经过洗涤处理后的造纸原浆泵送至除渣车间,在除渣车间先通过高浓除渣设备进行高浓除渣处理,再通过低浓除渣设备进行低浓除渣处理;
漂白步骤,经过除渣步骤后的造纸原浆泵送至第一高速洗浆机组,通过第一高速洗浆机组进行漂白处理;
压滤步骤,经过漂白处理后的造纸原浆泵送压滤车间,在压滤车间先通过高浓压滤设备进行高浓压滤处理,再通过低浓压滤设备进行低浓压滤处理;
浮选脱墨步骤,经过压滤步骤后的造纸原浆泵送至浮选脱墨车间,通过浮选脱墨池进行浮选脱墨处理,得到造纸粗浆;
磨浆步骤,将造纸粗浆泵送至磨浆车间,先通过粗磨浆机进行磨浆处理,再通过精磨浆机进行精磨浆处理,得到初浆;
洗浆步骤,将初浆泵送至第二高速洗浆机组,通过第二高速洗浆机组进行洗浆处理;
配浆步骤,经过洗浆处理后的初浆泵送至配浆车间,进行配浆处理,得到造纸浆料;
抄造成型步骤,将造纸浆料泵送至抄造成型车间,通过喷枪将造纸浆料连续喷向网布,在网布成型出层状浆料层,连续输出层状浆料层;
压榨脱水处理步骤,通过第一真空吸移辊连续将层状浆料层转移至压榨机组,连续向前输送层状浆料层,使层状浆料层顺次通过压榨机组的多个压榨脱水辊压榨层状浆料层,使层状浆料层脱水,得到湿纸层;
烘干处理步骤,通过第二真空吸移辊将湿纸层转移至烘干机组,连续向前输送湿纸层,使湿纸层顺次通过烘干机组的多个烘干辊压,烘干湿纸层,得到干纸;
后期处理步骤,顺次对干纸进行复卷处理、压光处理、表面施胶处理、分切处理和包装处理,得到成品瓦楞芯纸。
进一步的,所述送料子步骤,使处于在初始位置的所述纸箱撕裂平台的顶面低于所述辊式输送机构的顶面,在纸箱撕裂平台上方形成一个收纳空间,通过辊式输送机构输送至纸箱撕裂平台的所述废旧瓦楞纸箱/板自动掉落至收纳空间,使纸箱撕裂平台的顶面与辊式输送机构的顶面之间的高度足够容纳由30-50片废旧瓦楞纸箱/板上下堆叠形成的纸堆,在送入至收纳空间的纸堆的高度达到 20-30cm后进行所述夹压子步骤。
进一步的,在所述送料子步骤与所述压料子步骤之间设置有一推拢子步骤,
推拢子步骤,在处一第一工位的所述纸箱撕裂平台的四周分别间隔设置有宽度为2-5cm、高度为30-40cm的推板,推板的底面比处于第一工位的纸箱撕裂平台的顶面高出0.2-0.5m,通过推板将掉落在纸箱撕裂平台的废旧瓦楞纸箱/板朝向纸箱撕裂平台的中心部推拢,使掉落在纸箱撕裂平台的上方的废旧瓦楞纸箱/ 板朝向纸箱撕裂平台的中心部聚拢并上下重叠,在液压推杆向下压缩纸堆之后再控制推板后退复位,
在水平投影面中纸箱撕裂平台的宽度小于纸堆的宽度、纸箱撕裂平台的长度小于纸堆的长度,使纸堆的任一侧边均相对凸出在纸箱撕裂平台的同一侧边凸出 10-15cm,将纸堆凸出在纸箱撕裂平台的侧边外的部位作为所述液压撕纸钳的夹紧部,
在所述撕裂子步骤中使各液压撕纸钳分别夹住夹紧部。
进一步的,在相邻的两个液压撕纸钳之间的空隙设置有一个所述推板。
进一步的,所述液压撕纸钳包括上下两个钳子,钳子的内侧面成型有多个尖齿,在所述撕裂子步骤中通过钳子尖齿咬紧纸堆。
本发明和现有技术相比所具有的优点是:本发明工艺简单,以多向撕裂方式将纸堆物理破拆成多个碎板,以减少后续的碎浆时间,提升纤维回收率,在碎浆过程中避免大量的纤维受到破损,且实施该工艺所使用的设备简单,运行成本低,更加节能环保。
废旧瓦楞纸箱/板中的纤维的综合回收率大于95%,且提升长纤维回收利率,碎浆和磨浆过程中废旧瓦楞纸箱/板中的长纤维的综合折断率小于15%,大幅度降低纤维折断率,回收得到的纤维质量高,这使得最终生产得到的瓦楞纸芯纸或瓦楞纸纸的结构强度和韧性。
附图说明
下面结合附图和实施例对本发明进一步说明。
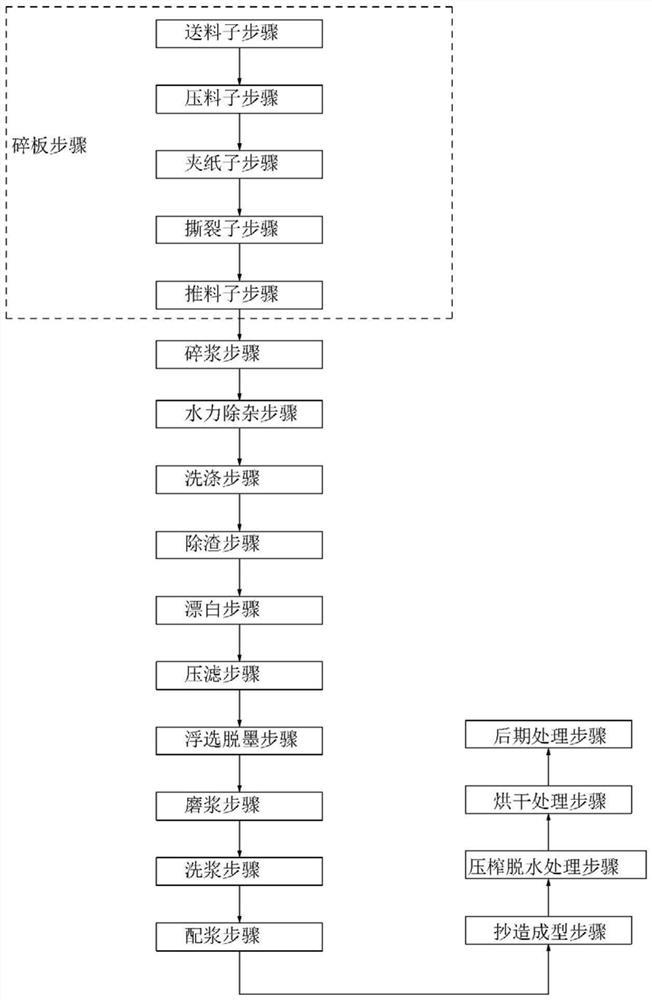
图1是本发明的工艺流程示意图。
图2是碎板步骤中所使用的碎板设备的结构示意图。
图3是碎板步骤中使用液压撕纸钳进行物理撕裂和破拆的结构示意图。
图中标记:
1辊式输送机构2纸箱撕裂平台21自压式气压缸22液压推杆。
3纸堆。
4液压撕裂装置41液压撕纸钳。
5输送带。
具体实施方式
以下仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
一种提升抗弯曲强度的废纸再造瓦楞芯纸的生产工艺,图1所示,包括以下步骤,
碎板步骤,使用碎板设备进行碎板处理,图2和3所示,循环执行以下子步骤,
送料子步骤,通过由多个间隔设置的送料辊组成的辊式输送机构1将整片的废旧瓦楞纸箱/板送入至停止在第一工位的纸箱撕裂平台2,连续将废旧瓦楞纸箱 /板输送至纸箱撕裂平台2处,在纸箱撕裂平台2上堆叠成一纸堆3,废旧瓦楞纸箱/板包括整片的废旧瓦楞纸箱或者由废旧瓦楞纸箱拆开后得到的整片的废旧瓦楞纸板,
使处于在初始位置的纸箱撕裂平台2的顶面低于辊式输送机构1的顶面,在纸箱撕裂平台2上方形成一个收纳空间,通过辊式输送机构1输送至纸箱撕裂平台2的废旧瓦楞纸箱/板自动掉落至收纳空间,使纸箱撕裂平台2的顶面与辊式输送机构1的顶面之间的高度足够容纳由30-50片废旧瓦楞纸箱/板上下堆叠形成的纸堆3,在送入至收纳空间的纸堆3的高度达到20-30cm后进行夹压子步骤;
推拢子步骤,在处一第一工位的纸箱撕裂平台2的四周分别间隔设置有宽度为2-5cm、高度为30-40cm的推板,在相邻的两个液压撕纸钳41之间的空隙设置有一个推板,推板的底面比处于第一工位的纸箱撕裂平台2的顶面高出 0.2-0.5m,通过推板将掉落在纸箱撕裂平台2的废旧瓦楞纸箱/板朝向纸箱撕裂平台2的中心部推拢,使掉落在纸箱撕裂平台2的上方的废旧瓦楞纸箱/板朝向纸箱撕裂平台2的中心部聚拢并上下重叠,在液压推杆22向下压缩纸堆3之后再控制推板后退复位,
在水平投影面中纸箱撕裂平台2的宽度小于纸堆3的宽度、纸箱撕裂平台2 的长度小于纸堆3的长度,使纸堆3的任一侧边均相对凸出在纸箱撕裂平台2的同一侧边凸出10-15cm,将纸堆3凸出在纸箱撕裂平台2的侧边外的部位作为液压撕纸钳41的夹紧部;
压料子步骤,将纸箱撕裂平台2安装在自压式气压缸21的伸缩柱的顶部,气压缸具有活塞片、密封设置在有活塞片的上方的上气压室和密封设置在有活塞片的下方的下气压室,密封连通上气压室的上进气口,密封连通下气压的下进气口,使下气压室的气压大于上气压室的气压,使伸缩柱在初始状态下处于伸出状态,通过伸缩柱的支撑将纸箱撕裂平台2停止在第一工位,在纸堆3达到设定高度后停止送料子步骤,通过安装在纸箱撕裂平台2的上方的多个间隔设置的液压推杆22分别向下推压纸堆3,使纸箱撕裂平台2从第一工位向下移动至第二工位,通过下气压室内的气压提供一向上的柔性的反冲压力,并通过液压推杆22向下压缩纸堆3,将纸堆3压紧在纸箱撕裂平台2上方,
夹纸子步骤,在处于第二工位的纸箱撕裂平台2的外缘沿圆周方向间隔设置有多个液压撕裂装置4,每一个液压撕裂装置4包括液压缸和安装在液压缸的拉杆的外端部的液压撕纸钳41,各液压撕裂装置4的拉杆分别沿不同的径向方向伸缩移动,通过拉杆分别带动各相应的液压撕纸钳41朝向纸箱撕裂平台2的中心部移动,再控制各液压撕纸钳41分别夹住纸堆3的四周,使各液压撕纸钳41分别夹住夹紧部;
撕裂子步骤,液压撕纸钳41包括上下两个钳子,钳子的内侧面成型有多个尖齿,在撕裂子步骤中通过钳子尖齿咬紧纸堆3。先控制液压推杆22向上移动复位,纸箱撕裂平台2在下气压室的压力作用下向上抵顶纸堆3,通过纸箱撕裂平台2提供向上的作用力,以实现将废旧瓦楞纸板的撕裂得更加分散,再通过拉杆带动各相应的液压撕纸钳41分别沿不同和径向方向朝向外侧移动,在圆周方向沿多个不同方向分别撕扯纸堆3,以多向撕裂方式将纸堆3物理破拆成多个碎板,通过物理撕裂方式将废旧瓦楞纸箱/板撕裂成面积更小的碎板,再控制液压撕纸钳41复位并释放碎板,最后控液压撕纸钳41后退复位,使碎板向下掉落,
推料子步骤,通过设置在处于第一工位的纸箱撕裂平台2的一侧的推料板将残留在纸箱撕裂平台2上的碎板朝向一侧推送,使碎板向下掉落,
送料子步骤,在撕裂子步骤撕裂和推料子步骤中产生的碎板向下掉落至安装在纸箱撕裂平台2的下方的输送带5,通过输送带5将碎板输送至碎浆桶上方,使碎板从输送带5的末端向下自由掉落并落入至碎浆桶内;
碎浆步骤,先向碎浆桶内注入清水,在停止注水后先通过安装在碎浆桶内的搅拌器低速搅拌,在低速搅拌的过程中搅拌器的转速控制在100-200转/分钟,低速搅拌的时间控制在0.5-1小时,通过低速搅拌和浸泡使碎板完全浸湿,使碎板的含水率达到60%以上,再控制搅拌器高速搅拌,进行碎浆处理,在碎浆处理过程中制搅拌器的转速控制在1000-2000转/分钟,在完成碎浆处理后经由设置中碎浆桶的下部排浆口排出浆料,得到造纸原浆;
水力除杂步骤,将造纸原浆泵送至水力除杂车间进行水力除杂处理;
洗涤步骤,经过水力除杂处理后的造纸原浆泵送至洗浆池进行洗涤处理;
除渣步骤,经过洗涤处理后的造纸原浆泵送至除渣车间,在除渣车间先通过高浓除渣设备进行高浓除渣处理,再通过低浓除渣设备进行低浓除渣处理;
漂白步骤,经过除渣步骤后的造纸原浆泵送至第一高速洗浆机组,通过第一高速洗浆机组进行漂白处理;
压滤步骤,经过漂白处理后的造纸原浆泵送压滤车间,在压滤车间先通过高浓压滤设备进行高浓压滤处理,再通过低浓压滤设备进行低浓压滤处理;
浮选脱墨步骤,经过压滤步骤后的造纸原浆泵送至浮选脱墨车间,通过浮选脱墨池进行浮选脱墨处理,得到造纸粗浆;
磨浆步骤,将造纸粗浆泵送至磨浆车间,先通过粗磨浆机进行磨浆处理,再通过精磨浆机进行精磨浆处理,得到初浆;
洗浆步骤,将初浆泵送至第二高速洗浆机组,通过第二高速洗浆机组进行洗浆处理;
配浆步骤,经过洗浆处理后的初浆泵送至配浆车间,进行配浆处理,得到造纸浆料;
抄造成型步骤,将造纸浆料泵送至抄造成型车间,通过喷枪将造纸浆料连续喷向网布,在网布成型出层状浆料层,连续输出层状浆料层;
压榨脱水处理步骤,通过第一真空吸移辊连续将层状浆料层转移至压榨机组,连续向前输送层状浆料层,使层状浆料层顺次通过压榨机组的多个压榨脱水辊压榨层状浆料层,使层状浆料层脱水,得到湿纸层;
烘干处理步骤,通过第二真空吸移辊将湿纸层转移至烘干机组,连续向前输送湿纸层,使湿纸层顺次通过烘干机组的多个烘干辊压,烘干湿纸层,得到干纸;
后期处理步骤,顺次对干纸进行复卷处理、压光处理、表面施胶处理、分切处理和包装处理,得到成品瓦楞芯纸。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种造纸系统